軟包電池模組線
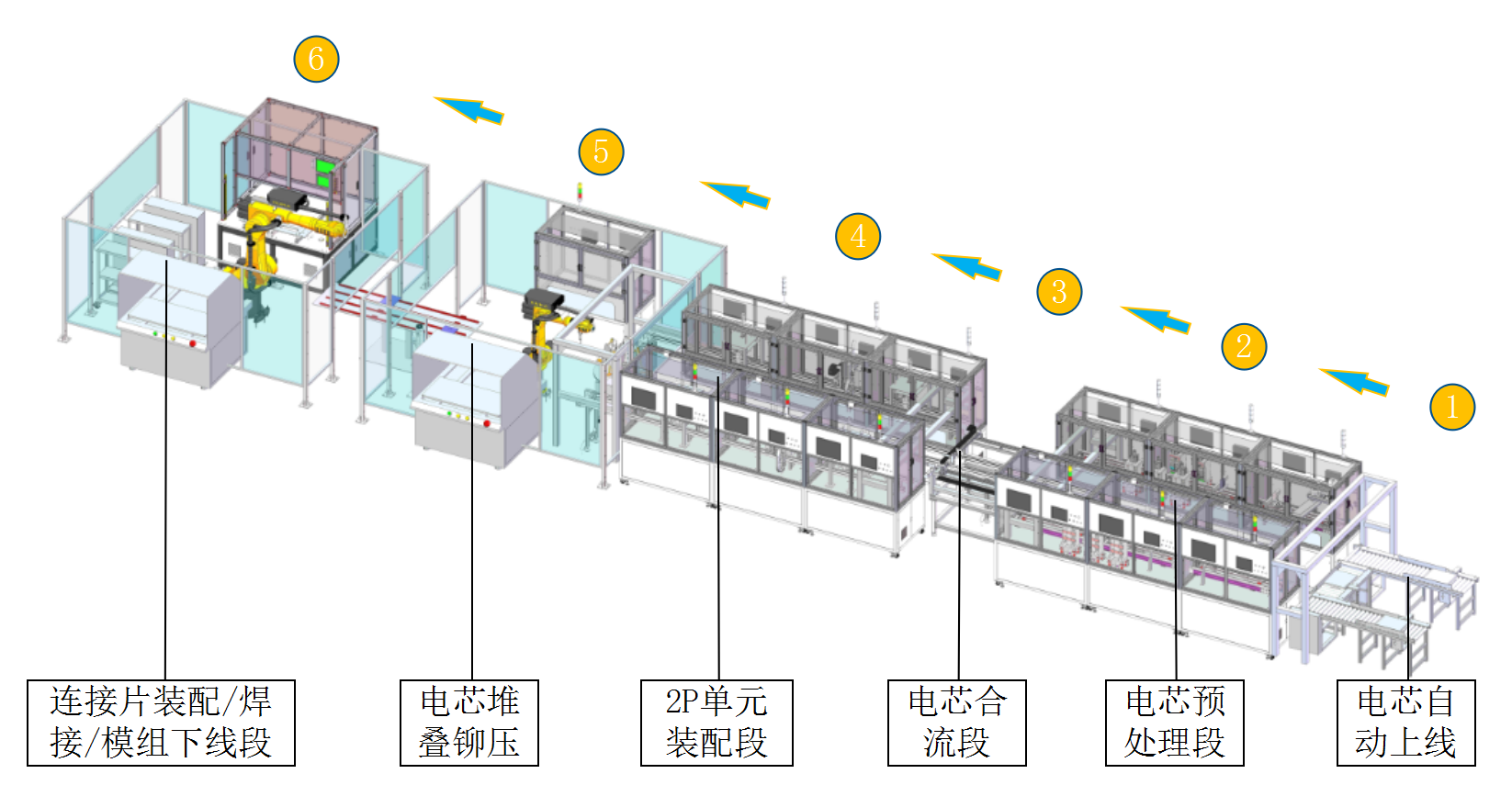
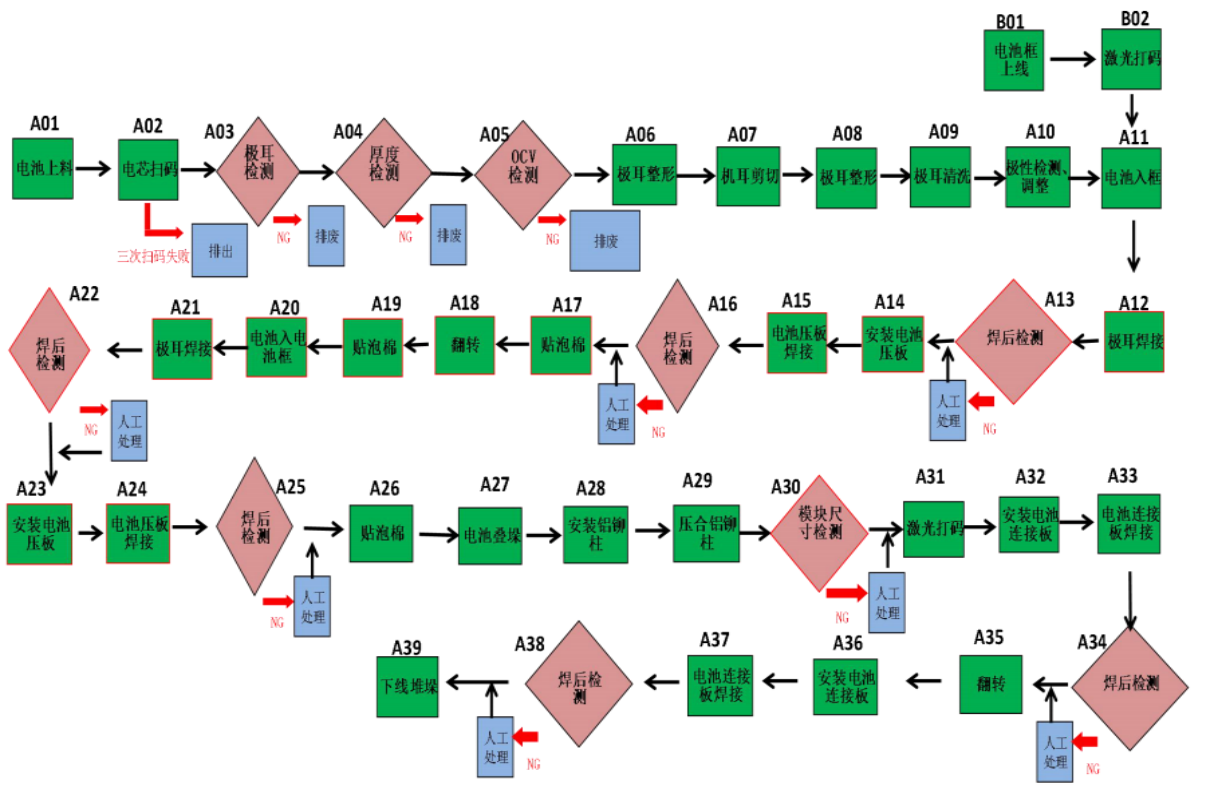
工藝流程:
|
序號 |
項目 |
技術(shù)參數(shù) |
備注 |
|
1 |
整線尺寸 |
46.5×5×2.8 |
|
|
2 |
耗電量 |
≤120kW |
具體產(chǎn)線具體確認(rèn) |
|
3 |
氣壓 |
0.5~0.7Mpa |
|
|
4 |
電源 |
AC 380V,50Hz,3相5線制 |
五線三相制 |
|
5 |
保護氣(氮氣) |
0.5~0.7Mpa,最大消耗量 15m³/h,純度≥99.99% |
激光焊接用 |
|
6 |
控制電壓 |
24V DC |
|
|
7 |
工作溫度范圍 |
-5℃-40℃ |
|
|
8 |
設(shè)備產(chǎn)能 |
≥15PPM |
|
|
9 |
設(shè)備稼動率 |
≥95% |
|
|
10 |
良品率 |
≥99.9% |
|
|
11 |
設(shè)備噪聲 |
≤75db |
距設(shè)備外壁一米處測定 |
|
12 |
模組產(chǎn)線操作人員配置 |
≤3人 |
包括機動上料人員 |
設(shè)備特性:
1、高度自動化、信息化、智能制造深度融合。
2、高安全性、高可靠性、高可操作性。
3、核心工位、復(fù)雜工位,完全模塊化設(shè)計,采用六軸機器人、核心專機配合的設(shè)計思路,充分利用六軸機器人柔性生產(chǎn)的特點,提高專機設(shè)備的生產(chǎn)專業(yè)度,減少專機的輔助功能需求和設(shè)計難度。
4、電芯及各個物料,裝配前做二次定位規(guī)整,提高產(chǎn)線連續(xù)生產(chǎn)的穩(wěn)定性;直線機器人抓取機構(gòu)采用雙抓手方式,合理提高產(chǎn)能節(jié)拍。