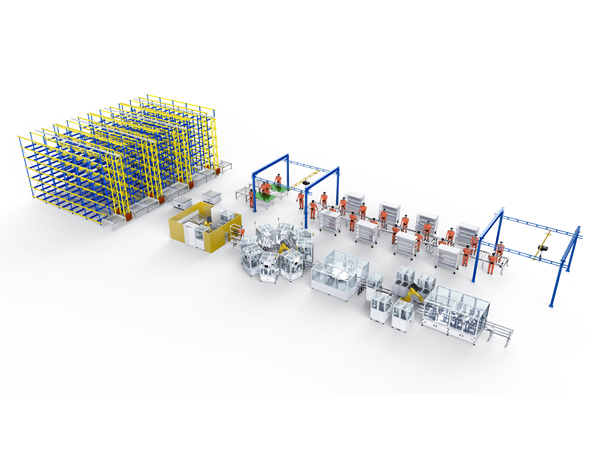
圓柱電池模組線
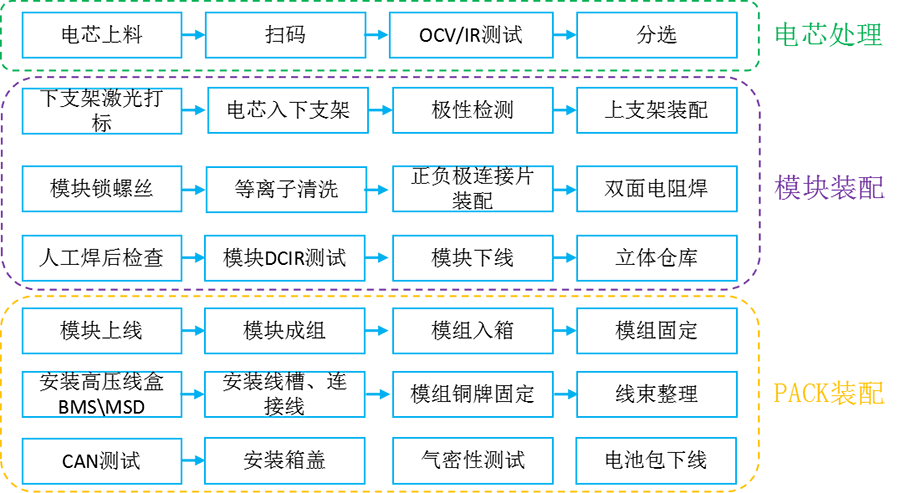
工藝流程:
|
序號 |
項目 |
技術參數 |
備注 |
|
1 |
整線尺寸 |
36×10×2.8 |
|
|
2 |
耗電量 |
≤150kW |
具體產線具體確認 |
|
3 |
氣壓 |
0.5~0.7Mpa |
|
|
4 |
電源 |
AC 380V,50Hz,3相5線制 |
五線三相制 |
|
5 |
控制電壓 |
24V DC |
|
|
6 |
工作溫度范圍 |
-5℃-40℃ |
|
|
7 |
設備產能 |
240PPM |
電芯處理能力 |
|
8 |
設備稼動率 |
≥95% |
|
|
9 |
良品率 |
≥99.9% |
|
|
10 |
設備噪聲 |
≤75db |
距設備外壁一米處測定 |
|
11 |
操作人員配置 |
模組線3人,PACK線23人 |
包括機動上料人員 |
設備特性:
1、系統具備全自動 生產模式、半自動生產模式、首件生產模式。
2、可檢測監控各個設備(包括焊接工作站)運行情況,當生產線上設備出現故障、物料出現卡阻時,控制生產線停止,并提示故障信息。
3、具備單機運行模式:電芯處理工位、連接片裝配、正負極焊接,滿足單機操作及維護的需要。
4、系統具備高柔性、快速換型的能力。
5、以機器人為產線核心,全線自動化、工位模塊化、生產制造柔性化,生產過程高度可靠。
6、各工位間通過伺服滑臺進行轉移,工位轉移精確,工裝夾具完全仿形設計。